Заточка твёрдосплавных фрез
Фреза – режущий инструмент, имеющий много зубьев, который используется в области обработки поверхностей тел вращения, плоскостей, пазов и разрезания различных материалов. Во время обработки, фрезеровочный инструмент контактирует нескольким количеством зубьев с обрабатываемой заготовкой, за счет чего происходит снятие стружки.
Степень износа определить очень просто: плохое качество обработки поверхности заготовки и появление заметных вибраций при работе. Судить об износе можно наглядно, по состоянию задней поверхности инструмента.
По всем правилам, подточку фрезы, изготовленную из твердосплавного материала, начинают с ленточки и продолжают по всей ширине спинки зуба.


Необходимо помнить, что диаметр инструмента уменьшается, при перезаточке по ленточкам.

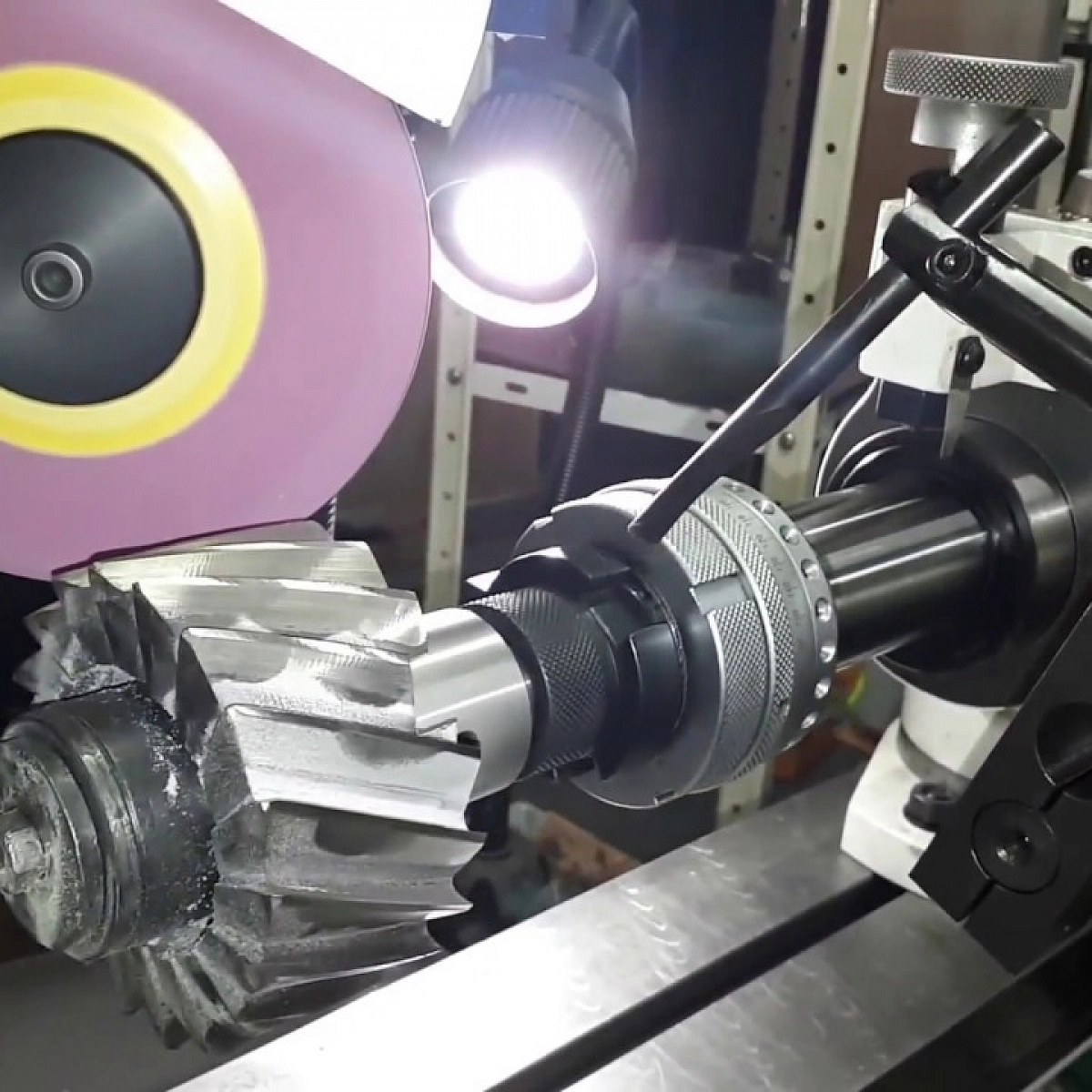
Вывод необходимой геометрии производится несколькими операциями на станке с ЧПУ.
При проведении заточки фрезы, происходит контроль правильности восстановления перемычки режущих кромок и стружечной канавки. Это необходимо для обеспечения длительной эксплуатации инструмента. Для максимально эффективного фрезерования, расстояние между режущими кромками должно быть небольшим, а размер перемычки, исходя из диаметра самой фрезы.
При проведении перезаточки (исключение перемычки) – инструмент теряет свою стойкость, что приводит к вероятности поломке фрезы во время интенсивной работы.
Если же, увеличивать размер перемычки, произвести заточку слишком далеко от центра, то КПД фрезерования резко уменьшится. Это произойдет из-за того, что появится область, не принимающая в процессе фрезерования никакого участия, а значит потребуются более высокая мощность привода станка. Во время фрезерования, неправильно заточенный инструмент будет иметь поведение затупленного, из-за чего потребуется перезаточка.